Гидравлический пресс с домкратом, чертеж, замена сайлентблокаОпубликовано: 02.09.2018  Самодельный гидравлический пресс с домкратом грузоподъемностью 12 тс (120 кН) позволяет выполнять многие работы при техническом обслуживании и ремонте автомобилей. Возможности этого гидравлического пресса расширяет надстройка. В связи с большими габаритными размерами и прилагаемыми усилиями гидравлический пресс необходимо закрепить на основании (верстаке) при помощи анкерных болтов и гаек. Пресс гидравлический своими руками / пресс для гаража с перевернутым домкратом Гидравлический пресс с домкратом 12 тс, замена подшипника полуоси ВАЗ и ГАЗ.Подшипник полуоси автомобилей ВАЗ и ГАЗ заменяется, если его осевой люфт превышает 0,7 мм. Снимать и устанавливать запорное кольцо подшипника полуоси рекомендуется только при помощи гидравлического пресса. Гидравлический пресс с домкратом грузоподъемностью 12 тс (120 кН), чертеж и размеры.
Гидравлический пресс с домкратом грузоподъемностью 12 тс с надстройкой, разборка и сборка полуоси.
Для выпрессовки запорного кольца полуоси захватом, болтами зажимаем подшипник и устанавливаем полуось с захватом на опоры. Снятое запорное кольцо заменяется новым. Если посадочная поверхность полуоси повреждена, имеет риски, ее, возможно, придется заменить. Выпрессовка подшипника и запорной втулки полуоси ВАЗ.
При сборке полуоси на нее устанавливаются соединенные между собой двумя винтами маслоотражатель и пластина крепления подшипника с прокладкой, напрессовывается подшипник (натяг 0,002-0,025 мм). Подшипник напрессовываем на полуось при помощи трубы размером 1 1/4. Наружный диаметр 42,3 мм, внутренний диаметр может быть 34,3; 35,9; 36.7 мм, длина 600 мм.Полуось устанавливается на гидравлический пресс, на опору. Верхняя плита поворотом на одной стойке (правой) отводится в сторону. Запорное кольцо обычно нагревают паяльной лампой, но лучше нагревать его в электропечи до температуры 300 градусов с тем, чтобы в момент запрессовки на полуось температура кольца была 220-240 градусов. Опора и оправка.
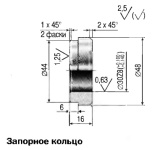
Устанавливаем нагретое запорное кольцо, трубу и на конец полуоси — оправку, возвращаем в исходное положение плиту. Запрессовываем кольцо. Усилие запрессовки не должно превышать 58.8 кН (6000 кгс). Выполнив запрессовку запорного кольца, рекомендуется проверить — не смещается ли оно под действием осевой нагрузки 19,6 кН (2000 кгс). Запорное кольцо.
Запорное кольцо напрессовывается на полуось с натягом 0,087-0,150 мм. Если требуемый натяг не обеспечивается запорным кольцом, его можно изготовить заново. Выпрессовка подшипника и запорной втулки полуоси автомобилей Волги показана на рисунке ниже. Запрессовка аналогична, как для автомобилей ВАЗ. Выпрессовка подшипника и запорной втулки полуоси на автомобиле Волга ГАЗ-3110.
Гидравлический пресс с домкратом 12 тс, замена сайлентблоков подвески автомобилей Газель.Передние и задние подвески автомобилей Газель (ГАЗ-2705 и модификации) — это продольные полуэллиптические рессоры с гидравлическими амортизаторами. Крепление передних концов рессор к раме , задних концов к серьгам, а последних к раме осуществляется при помощи двенадцати одинаковых по конструкции сайлентблоков 3302-2902027. Передняя и задняя подвеска автомобилей Газель.
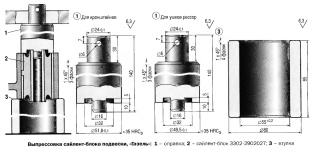
При замене сайлентблоков следует учесть, что хотя они и одинаковы, их посадки в ушках рессор и задних съемных кронштейнах серег различны. Если натяг в соединениях ушко рессоры—сайлентблок составляет 5 мм (на диаметр), то в соединении кронштейн—сайлентблок всего 2,7 мм. Выпрессовка старых сайлентблоков производится при помощи оправки и втулки. Оправки для ушков рессор имеют наружный диаметр 49,4-49,5 мм, для кронштейнов — 51,7-51,8 мм. Выпрессовка сайлентблока подвески на Газель.
Более ответственная и сложная операция — запрессовка новых сайлентблоков. Перед запрессовкой их рекомендуется смазывать жидкостью для мытья посуды. Запрессовка сайлентблока производится в два этапа. На первом оправка опирается на сайлентблок торцем цилиндра 55,9-56 мм. На рисунке ниже показано окончание первого (подготовительного) этапа запрессовки, когда еще нет ни рессоры, ни кронштейна. Запрессовка сайлентблока подвески на Газель, 1-й этап.
Второй этап — это непосредственно запрессовка сайлентблока в ушко рессоры или в кронштейн (показана запрессовка в задний кронштейн передней рессоры). Здесь оправка перевернута, цилиндр 55,9-56 мм вверху, а цилиндр 50,9-51 мм внизу. Запрессовка сайлентблока подвески на Газель, 2-й этап.
Все детали, предназначенные для замены сайлентблоков, рекомендуется изготавливать из стали 40Х (32-36 HRC). Более твердые оправки прослужат дольше, особенно желательна повышенная твердость у конусной втулки. Но здесь надо знать меру, иногда закаленные детали при запрессовке разлетались, что небезопасно. Затягивание гаек болтов сайлентблоков производят моментом 118-147 Нм (12-15 кгсм) при выпрямленных рессорах. По материалам книги «Приспособления для ремонта автомобилей». Росс Твег.Похожие Статьи :НАВИГАЦИЯРЕКЛАМА
Архив новостейРЕКЛАМА
КалендарьРЕКЛАМА
|